


君誠螺旋鋼管
產(chǎn)品分類: 君誠螺旋管
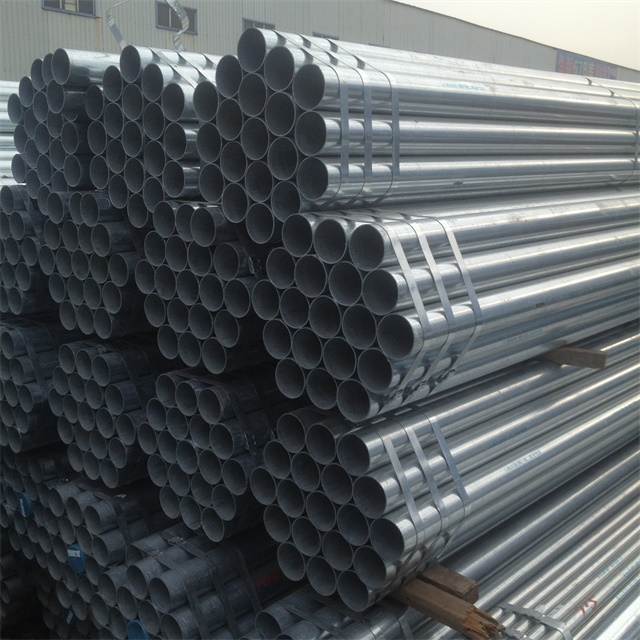
螺旋鋼管標(biāo)準(zhǔn)名稱為“螺旋縫雙面埋弧焊接鋼管”,是采用熱軋鋼帶做管坯,在常溫下經(jīng)過螺旋方式成型,螺旋縫采用自動(dòng)埋弧焊法焊接,其內(nèi)外應(yīng)各有一條埋弧焊縫。公司嚴(yán)格按照 GB/T9711—2011、SY/T 5037—2012和API Spec 5L等標(biāo)準(zhǔn)生產(chǎn)長度為8—18m的Ф21...
訂購熱線:13821762813
立即咨詢螺旋鋼管標(biāo)準(zhǔn)名稱為“螺旋縫雙面埋弧焊接鋼管”,是采用熱軋鋼帶做管坯,在常溫下經(jīng)過螺旋方式成型,螺旋縫采用自動(dòng)埋弧焊法焊接,其內(nèi)外應(yīng)各有一條埋弧焊縫。公司嚴(yán)格按照 GB/T9711—2011、SY/T 5037—2012和API Spec 5L等標(biāo)準(zhǔn)生產(chǎn)長度為8—18m的Ф219mm-Ф2020mm螺旋鋼管,Q345B材質(zhì)壁厚為5mm—25.4mm和X80材質(zhì)壁厚為5mm—20mm。主要用于石油、天然氣等承壓長輸管線(如西氣東輸?shù)戎攸c(diǎn)工程領(lǐng)域),也可用于燃?xì)狻⑺⒚簹狻⑾馈⒖諝夂筒膳羝绕胀黧w的輸送,同時(shí)可應(yīng)用于打樁、結(jié)構(gòu)等建筑領(lǐng)域。
規(guī) 格:Ф219mm-Ф3020mm
用 途:用于石油、天然氣等承壓長輸管(如西氣東輸?shù)戎攸c(diǎn)工程領(lǐng)域),也可用于燃?xì)狻⑺⒚簹狻⑾馈⒖諝夂筒膳羝绕胀黧w的輸送,同時(shí)可應(yīng)用于打樁、結(jié)構(gòu)等建筑領(lǐng)域。
執(zhí)行標(biāo)準(zhǔn)
中國石油天然氣行業(yè)標(biāo)準(zhǔn)SY/T 5037-2000《低壓流體輸送管道用螺旋縫埋弧焊鋼管》
公稱外稱壁厚和每米理論重量

生產(chǎn)工藝

連接方法
一、鋼管對焊連接
(一)將需要對接的兩根鋼管平放在同一平面的同一軸線上。
(二)保持兩管管端的間隙在2-3mm之間,為保證焊接間隙距離可在兩管間隙之間加襯墊。
(三)保證對接鋼管的坡口角度。
(四)焊接后30分鐘內(nèi)不要使鋼管受任何外力而移動(dòng),否則會使對接焊縫產(chǎn)生裂紋,影響管道的使用效果。
(五)若需對對接焊縫進(jìn)行無損檢測(X射線拍片或超聲波檢驗(yàn)),在條件允許的情況下應(yīng)在焊縫焊接完成24小時(shí)以后進(jìn)行。
二、法蘭連接
(一)金屬法蘭套在連接件上,校正兩兩對應(yīng)的連接件,使連接的兩片法蘭垂直于管道中心線,表面平行。
(二)應(yīng)使用相同規(guī)格的螺母,安裝方向一致,螺栓應(yīng)對稱緊固。緊固好的螺栓應(yīng)露出螺母之外,宜齊平。螺栓帽宜采用鍍鋅件。
(三)連接管道的長度應(yīng),當(dāng)緊固螺栓時(shí),不應(yīng)使管道產(chǎn)生軸向拉力。
(四)法蘭連接部位設(shè)置支架。
運(yùn)輸包裝
一、吊運(yùn)中的注意事項(xiàng)
(一)吊鉤與鋼管管端的橫向接觸面不得低于40mm,否則容易使管口變形,影響管道對接。
(二)吊裝根數(shù)的限制,直徑219、273、325、377規(guī)格一次性最多吊裝4-5根;直徑426、478、529規(guī)格一次性最多吊裝2-3根;直徑630、720規(guī)格一次性最多吊裝2根;直徑820以上的鋼管一次性吊運(yùn)1根。
二、運(yùn)輸中的注意事項(xiàng)
運(yùn)輸過程中避免鋼管管體或管端與其它堅(jiān)硬物體碰撞,而產(chǎn)生管口或管體變形,同時(shí)此種碰撞還會造成鋼管管體的劃傷。
三、倉儲中的注意事項(xiàng)
(一)堆放高度:碼放過高容易使鋼管圓度變形,影響交付、使用。特別是D/T(管徑/壁厚大于150)管徑在1220以上的鋼管碼放不得超過2層;管徑在820-1020的鋼管碼放不得超過3層;其他規(guī)格,根據(jù)現(xiàn)場要求碼放。
(二)防腐蝕:若存放處附近存有腐蝕性液體、氣體或臨近有使用或制造該類產(chǎn)品的企業(yè),對于存放的鋼管會產(chǎn)生腐蝕,應(yīng)用防雨布加以防護(hù)。
(三)碼放鋼管的地基應(yīng)高于地平面,保證不會因下雨造成鋼管部分管體浸泡于水中。
(四)鋼管碼放后應(yīng)對外圍鋼管打上卡子,防止鋼管滾垛造成事故。
問題解決
一、對接焊縫錯(cuò)邊(徑向錯(cuò)位)現(xiàn)象
(一)測量鋼管的管徑或橢圓度是否超出標(biāo)準(zhǔn),測量鋼管的周長和管端的直徑;
(二)若管徑或橢圓度超出標(biāo)準(zhǔn),我公司會與您協(xié)商解決;
(三)若管徑或橢圓度未超出標(biāo)準(zhǔn),為保證焊接請您轉(zhuǎn)動(dòng)其中一根鋼管,調(diào)整到兩根鋼管尺寸最接近的更佳位置(兩端徑向錯(cuò)位不超過3mm)進(jìn)行焊接。
二、鋼管切斜現(xiàn)象
(一)測量切斜是否超出標(biāo)準(zhǔn);
(二)若切斜超出標(biāo)準(zhǔn)我公司會與您協(xié)商解決。
(三)若切斜未超出標(biāo)準(zhǔn),為保證焊接請您轉(zhuǎn)動(dòng)其中一根鋼管,調(diào)整到兩根鋼管尺寸最接近的更佳位置(焊接口之間的間隙在2mm)進(jìn)行焊接。
三、管端剩磁現(xiàn)象
(一)管端剩磁的測量方法:
1.使用設(shè)備:高斯計(jì)。
2.當(dāng)鋼管剩磁感應(yīng)強(qiáng)度小于40×10-4T時(shí),對焊接操作基本不產(chǎn)生影響;當(dāng)剩磁感應(yīng)強(qiáng)度大于40×10-4T時(shí),會對焊接操作和焊接質(zhì)量產(chǎn)生影響。
(二)消磁方法:
1.采用角磨機(jī)打磨鋼管內(nèi)管端壁,逆時(shí)針一次性打磨一遍,可消除鋼管剩磁。
2.線圈消磁:
用一根20mm2的電線順時(shí)針沿管端纏繞,纏繞圈數(shù)不少于10圈,多纏不限,線圈兩頭直接接到直流電焊機(jī)上,把電流調(diào)整到200安培左右,通電后需要20分鐘左右,注意電線溫度,再用∮3mm長120mm,50mm和20mm3根鐵絲段進(jìn)行管端一周范圍內(nèi)試磁,發(fā)現(xiàn)120mm和50mm的鐵絲不能吸住,證明可以焊接了; 20mm鐵絲不能吸住證明就沒有磁性了。如果磁性不減小,證明直流電焊機(jī)電源正負(fù)極接反,把電焊機(jī)接線栓進(jìn)行調(diào)換,調(diào)換后按以上操作進(jìn)行相同試驗(yàn),改變磁場,使磁性降低。



- 天津君誠鋼管廠
- 聯(lián)系電話:13821762813
- 手機(jī)號碼:13821762813
- 聯(lián) 系 人:許經(jīng)理
- 公司網(wǎng)址:www.wfgg-c.com
- 公司地址:天津市靜海區(qū)蔡公莊工業(yè)園區(qū)君誠路中段